Output per uur 10 T/H het Hete Hydraulische Systeem van het Walserijmateriaal
Ontwerpbasis
1 grondstoffenspecificatie: 120×120×2000mm
2 eindproductenspecificatie: Φ8~Φ20mm warmgewalste misvormde bar,
besnoeiing-aan-lengte 12m
3 output per uur: 10t/h
Rolling type en walserijconfiguratie
1 keurt het type van walserijlay-out semi-continuous goed.
2 om min. Sectieφ10mm misvormde die bar te rollen op 75×75mm wordt gebaseerd
de staven, rollende passen bedraagt 15.
3 keur „één tribune van de dienst“ type goed om rollende passen geleidelijk aan te verminderen.
4 er zijn totale 11 tribunes van walserij in de gehele productielijn,
met inbegrip van Φ400×1 ruwe walserij, midden walserij Φ300×6
en eindigen Φ300×2×2 die miljoen rollen.
5 walserijaandrijving: Φ400×1 is de ruwe walserij AC motor. Φ300×6
de midden walserij is „één AC motoraandrijving zes“.
het beëindigen van walserij is „één gelijkstroom-aandrijving twee“
Φ300×2×2
6 de hoogste het rollen snelheid van eindproducten bevindt zich om Φ10mm te rollen
de misvormde bar is 8m/s.
Materiaalkenmerk
1. De walserijtribune keurt pre-stressed type goed. Dit type is hoog
stijfheid en gemakkelijk om rol te veranderen.
2. Het drijven van de walserij past reductiemiddel toe en de duplex keurt goed
twee-rang vermindering verenigde versnellingsbak. Dit type heeft volgend voordeel:
laag gewicht, klein volume, economisch ruimteberoep, lage kosten en enz.
Toestel-schacht materiaal: gesmede 42CrMo, Wieltoestel materiële ZG35CrMo,
de doos is van structurele delen.
3. Het koelen bed het binnengaan keurt vrij van pneumatische goed rollijst
ingaand type, dat het voordeel van licht laag materiaal heeft, eenvoudig,
kosten en gemakkelijk die onderhoud met het type van schortplaat het binnengaan worden vergeleken
apparaat.
4. De beëindigen-bebouwende en veelvoudig-lengte het vliegen scheerbeurt keurt goed
de pneumatische koppelingsfrequentie controleert snelheid, rotatietype. Dit type van
het vliegen de scheerbeurt heeft het voordeel van lage motormacht, eenvoudige elektrisch
controle en lage die investering met start-stop het vliegen scheerbeurt wordt vergeleken.
5. Het bundelen keurt mechanisch pneumatisch gecombineerd type goed
de automatische machine, en het materiaal voor het bundelen zijn walsdraad Φ6.5mm.
Het enige bundel rollen (Misvormde bar)

Het detaillijst van het procesmateriaal
| Mechanisch gedeelte |
| 1 |
Het gietlepeltorentje/de gietlepel bewegende die auto/de gietlepel bevestigden steun (door klanten wordt bepaald) |
| 2 |
Houten trechter |
| 3 |
Houten trechterauto |
| 4 |
Vorm |
| 5 |
Het apparaat van de vormtrilling |
| 6 |
Het apparaat van de trillingsaandrijving |
| 7 |
Het beschermen van dekking voor trillingsapparaat |
| 8 |
Secundair het koelen bespuitend kader |
| 9 |
Secundaire het koelen bespuitende pijp |
| 10 |
Bespuitende pijp voor secundair koelwater |
| 11 |
Het apparaat van de steunrol voor secundair en ten derde het koelen |
| 12 |
Terugtrekking die machine rechtmaken |
| 13 |
Transmissieapparaat voor terugtrekking die machine rechtmaken |
| 14 |
Universele verbinding |
| 15 |
Stijve proefbar |
| 16 |
Proefbaropslagapparaat |
| 17 |
Gidsrol voor proefbaropslagapparaat |
| 18 |
De rollijst van de staaflevering |
| 19 |
Hydraulische staafopdringer |
| 20 |
Platform voor staafinzameling |
| 21 |
Vlamsnijmachine/hydraulische die scheerbeurt (door klanten wordt bepaald) |
| Het systeem van de Electricscontrole |
| 23 |
Controlesysteem voor vormtrilling |
| 24 |
Controlesysteem voor terugtrekking die machine rechtmaken |
| 25 |
Doeltreffende controlesysteem voor proefbar |
| 28 |
Controlesysteem voor de rollijst van de staaflevering |
| 29 |
Controlesysteem voor staaf uit |
| 30 |
Controlesysteem voor centrale hydraulische post |
| Staalstructuur |
| 31 |
Hoofdafgietselplatform |
| 32 |
Afgietselplatform |
| 33 |
Platform voor proefbaropslag |
| Hulpsysteem |
| 34 |
Hydraulisch systeem |
| 35 |
Het lossen van apparaat voor secundaire het koelen stoom |
| 36 |
Controlesysteem voor secundair koelwater |
| 37 |
Opgeschorte verrichtingsdoos voor terugtrekking die deel rechtmaken |
| 38 |
De speciale configuratie kan overeenkomstig klantenvereisten worden verstrekt |
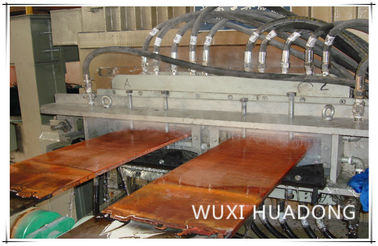
Ons bedrijf is zeer professioneel in het ontwerpen van en het veroorzaken van de gehele productielijn van hete walserij en ononderbroken afgietselmachine. Wij pogen de producten met hoogte aan te bieden - kwaliteit en concurrerende prijs. Het koelbed wordt gebruikt om de bar van de het eindigen walserij te koelen. Het is van geleidelijk type.
Het geleidelijke koelbed is enkel één kine van ons koelbed. Ons koelbedtype: geleidelijk bed, vergeldend type; inkeping-bar heet bed; slingerend koelbed; enz.
Elektrisch Controlemateriaal
De productielijn van jaarlijkse output vanhetheterollenvan100,000tonsmisvormdebar
1.Outline van proces:
processamenvatting
De hete staaf wordt direct verzonden naar het het hete rollen mechanisme door hete het laden rollijst door inductieverwarmer. De hete het laden lijn is van die koude die staaf aan het laden van rollijst door de kraan wordt en naar het opnieuw verwarmende oveneind wordt verzonden opgeheven die. Dan geduwd in de opnieuw verwarmende oven door staaf bereikt de opdringer en na de temperatuur 1150~1250℃, ontsloeg de hete staaf uit de oven door staafmachine. Het gaatuit de twee-rol omkeerbare ruwe walserij van Φ480×1×2door indelijstvan deovenrol en rollijst vóór machine en gerold voor 6passes. Na het snijden van de onregelmatige delen in het hoofd, gaat het midden walserij van Φ380×2×3voorononderbrokenafgietsel in. Plaatseenrepeateronder Φ380×2demiddenwalserijgroepen, dehetrollenlijnverschuivingnaardevolgendebaaimaken.
De producten van walserij Φ380×2×3intermediate gaan de groepen van de afwerkings walserij Φ300×1×6 voor het ononderbroken rollen na het snijden van de onregelmatige delen door het vliegen scheerbeurt in 2#end-te bebouwen. om de kwaliteit van producten te verbeteren en gemakkelijk aan te passen, wordt een reeks van verticale lijn geplaatst onder Φ300 klaar is met het rollen van miljoen.
De eindproducten van de besnoeiing van de afwerkings walserij aan veelvoudige lengte door veelvoudige lengte het vliegen scheerbeurt, en gaan het koelbed in die apparaat ingaan versnellen door rollijst en koelbed die rollijst ingaan, en verzonden naar koelbed door het koelbed die apparaat om te koelen ingaan. De na-koelt producten naar de rollijst van de koelbedoutput worden van het apparaat van de koeldiebeduitgang en naar eindproducten besnoeiing-aan-lengte het vliegen scheerbeurt voor besnoeiing-aan-lengte worden verzonden overgebracht die.
Dit is het plan van onze klant, zullen wij overeenstemmend uw specifieke vereisten om het hete rollen miljoen te ontwerpen en te vervaardigen.
Ovenco. Wuxi de Oost- van China, Ltd
Het Industrieterrein van No.3bashi Furong, Xishan-District, Wuxi-Stad, Jiangsu-Provincie, China
Tel.: +86 510 83788308
Fax: +86 510 83786308
Menigte: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn/joe.777@outlook.com
www.continuouscasting-machine.com/www.wxhddl.cn
 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!