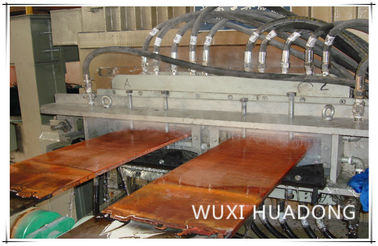
De het Bronsstrook van de tinfosfoor herbergt Horizontale Ononderbroken Afgietselmachine 0,5 T/H Output
Ⅰ. Proces:
Het belasten van (de Winst zou moeten worden in balen verpakt) → Smeltoven→ Chemische analyse → die omhoog de verzegelde van de de Terugtrekkingsmachine → van de wastrog→ Kristallisator → Primaire koel→ Secundaire koel→ Scherende machine →Coiler verwarmt
Selecteer de grondstoffen volgens procesdocument, bepaal de het voeden procedure volgens smeltpunten van metaalelementen, de aandelen van de ovenlast, en moeilijkheid van oxydatie het branden verliezen, en laad de grondstof in de smeltoven; Wanneer het uitsmelten, voeg bepaalde dikte van het omvatten van agent in de oven toe, die zal op tijd worden aangevuld; Wanneer het gesmolten koper binnen de oven het onttrekken van temperatuur bereikt, labotest de samenstelling van gesmolten koper binnen de oven; Alvorens te onttrekken, haal volledig clinkers in gesmolten koper leeg; Na het onttrekken van elke oven, houd rond 800 kg gesmolten koper binnen de oven, als startblok. Breng het gesmolten koper (gesmolten en goed-aangepast in de smeltende kamer) door de verzegelde wastrog over in de holdingsoven, controleer de temperatuur van gesmolten koper, houd het gesmolten koper binnen de holdingsoven bij de het gieten temperatuur en bij bepaald niveaugamma. Onder de actie van niveau dat, stroomt het gesmolten koper in de kristallisator, en wordt in plaat-type koperstaaf door het primaire koelen door kristallisator wordt gekristalliseerd. Onder de ononderbroken tekening door terugtrekkingsmachine, wordt de plaatstaaf van vereiste vorm gevormd. Het secundaire koelsysteem is geïnstalleerd bij de afzet van de plaatstaaf, en het stroomtarief van koelwater is regelbaar. Het belangrijkste doel om deze controlemaatregelen goed te keuren is kristallisatietemperatuur evenals stabilisatie van procesparameters te verzekeren, om productkwaliteit te verzekeren. De terugtrekking van strookstaaf wordt gerealiseerd door middel van dragger, en de tijd van tekening, einde en het omgekeerde duwen door dragger is onophoudelijk regelbaar. De optimale controleparameter zou moeten worden bepaald en geschikt gepast volgens verschillende materialen, de verschillende specificaties en voorwaarden van de oppervlaktekwaliteit aan. De tekening wordt gecontroleerd door PLC programma, dat cyclische acties van tekening, einde, en het omgekeerde duwen realiseert.
Ⅱ. Belangrijke Technische Parameters van Materiaal:
| 1 |
Smeltoven: |
| 1.1 |
Totale capaciteit van oven |
5.0T |
| 1.2 |
Efficiënte capaciteit van oven |
2.5T |
| 1.3 |
Ovenvoltage |
380V |
| 1.4 |
Ovenmacht |
600KW |
| 1.5 |
Het smelten tarief |
2t/h |
| 1.6 |
Machtsfactor na compensatie: |
0.95-1.0 |
| 1.7 |
Aantal fasen en verbindingswijze van inductor: |
Eenfasige reeks-verbinding
|
| 1.8 |
Nominaal vermogen van transformator: |
900KVA met water gekoelde spaartransformator (380V-inkomend-lijn, in drie stadia,
|
| 1.9 |
rol het koelen wijze: |
Waterkoeling |
| 1.10 |
Koelwaterverbruik: |
5m3/h |
| 1.11 |
Maximumtemperatuur van oven: |
1500℃ |
| 2 |
De sectie van de holdingsoven |
|
| 2.1 |
Efficiënte capaciteit van oven: |
4.0T |
| 2.2 |
Efficiënte het gieten capaciteit: |
Minder dan 85 dB |
| 2.3 |
Nominale spanning: |
380V |
| 2.4 |
Geschatte macht: |
250KW |
| 2.5 |
Nominaal vermogen van transformator: |
400KVA met water gekoelde spaartransformator
(380V-inkomend-lijn, in drie stadia,
zonder commissie gestapte voltage-regelt).
|
| 2.6 |
Machtsfactor na compensatie: |
0.95-1.0 |
| 2.7 |
De precisie van de temperatuurcontrole: |
±8℃ |
| 2.8 |
Maximumtemperatuur van oven: |
1300℃ |
| 2.9 |
Rol het koelen wijze: |
Waterkoeling
|
| 3 |
Vorm |
|
| 3.1 |
breedte |
330- 500mm |
| 3.2 |
dikte |
1620mm. |
| 3.3 |
Materiaal |
1Cr18Ni9Ti roestvrij staal, met koperstruik gevoerd wordt (van T2koper dat wordt gemaakt) |
| 4 |
Secundair koelapparaat |
|
| 4.1 |
Waterverbruik: |
3m ³ /h |
| 4.2 |
Waterdruk: |
0.2-0.3Mpa |
| 5 |
Terugtrekkingsmachine |
|
| 5.1 |
Maximum het duwen en het trekken kracht: |
50KN |
| 5.2 |
Snelheid: |
Snelheid: |
| 5.3 |
Minimumslagwaaier: |
0.1mm
|
| 5.4 |
Kortste reservetijd |
0.01S |
| 5.5 |
AC servomotor: |
De motor van Siemens (11KW) |
| 5.6 |
Geschatte omwentelingssnelheid van motor: |
3000r/min |
| 5.7 |
Statische torsie: |
△Tw= 60K-Mo (bij 60) 70n-m |
| 6 |
Dubbel-staaf hydraulische hogere scherende machine:
|
| 6.1 |
Het scheren kracht: |
600KN |
| 6.2 |
het scheren dikte: |
20mm |
| 6.3 |
Het scheren breedte: |
500mm |
| 6.4 |
Het scheren snelheid: |
0- 5mm/s
|
| 6.5 |
Het scheren slag: |
80mm |
| 6.6 |
Maximumopvolgendeslag van het scheren van machine: |
200mm |
| 7 |
Coiler machineeenheid |
|
| 7.1 |
Macht: |
5.5KW |
| 7.2 |
Rotatiesnelheid: |
1420r/min |
| 7.3 |
Coiler verplaatsingsslag: |
800mm |
| 8 |
Hydraulische post |
|
| 8.1 |
Motormacht van hydraulische post voor smeltoven en holdingsoven:
|
2× 7.5KW |
| 8.2 |
Motormacht van hydraulische post voor terugtrekkingsmachine: |
2× 7.5KW |
| 8.3 |
Motormacht van hydraulische pomp voor hogere scherende machine: |
2× 11KW
|
| 8.4 |
Motormacht van hydraulische pomp voor coiler: |
2× 7.5KW
|
Ⅲ. Specificaties:
1. Soorten het gieten specificaties
* Productieverscheidenheid: van de koperbasis de legerings (Cu-Ni) strook
2. Specificatie van afgewerkt productrol
2,1 Aantal staven: stroken 1
2.2 staafbreedte: 380mm500mm
2.3 staafdikte: 60mm
2.4 binnen diameter van rol: minimumφ 600 - 800mm
2.5 buiten diameter van rol: maximumφ1800mm
2.6 maximumgewicht van rol: maximum: 6000kg
3. Waarborgwaarde van het verschil van de staafdikte
3.1 transversaal dikteverschil van staaf: <0.75mm-0.3 (na vormwijziging)
3.2 longitudinaal dikteverschil van staaf: <0>
3.3 gemiddeld energieverbruik voor uitsmelting door smeltoven: 250-380kwh/t
3.4 gemiddeld energieverbruik voor temperatuurbehoud door oven te houden: 50-80kwh/t
3,5 Maximum dat en kracht duwt trekt: 50KN
3.6 het duwen van en het trekken van snelheidswaaier: 1.5-70mm/seconde
3.7 gemiddelde maximum het gieten snelheid: 300mm/min
3.8 maximum het scheren kracht van hydraulische scheerbeurt: 600KN
3.9 het rollen van snelheid van coiler: 750mm/min
Ⅳ. Materiaallijst van onderdelen
| Nr. |
Materiaalnaam |
Eenheid |
QTY |
| 1 |
De inductiesmeltoven van de lijnfrequentie (met inbegrip van het smelten groef en voerend bouwmateriaal) |
reeks |
1 |
| 2 |
Ijzerkern, waterjasje en rol van smeltoven |
reeks |
1 |
| 3 |
Houten trechter |
reeks |
1 |
| 4 |
De oven van de de inductieholding van de lijnfrequentie (met inbegrip van het smelten groef en voerend bouwmateriaal) |
reeks |
1 |
| 5 |
Ijzerkern, waterjasje en rol van holdingsoven |
reeks |
1 |
| 6 |
vorm voor de voeringsbouw |
reeks |
1 |
| 7 |
kristallisator |
reeks |
2 |
| 8 |
grafietvorm |
reeks |
1 |
| 9 |
Verzegelende staalvorm van kristallisator |
reeks |
1 |
| 10 |
Proefdiebar (van roestvrij staal wordt gemaakt) |
reeks |
1 |
| 11 |
Proefplaat |
reeks |
1 |
| 12 |
Het apparaat van de koelwaterdistributie voor kristallisator |
reeks |
1 |
| 13 |
Secundair koelapparaat |
reeks |
1 |
| 14 |
Terugtrekkingsmachine |
reeks |
1 |
| 15 |
Hydraulische opvolgende die machine scheert |
reeks |
1 |
| 16 |
Corelesscoiler |
reeks |
2 |
| 17 |
Met water gekoelde kabel voor smeltoven |
reeks |
1 |
| 18 |
Hydraulisch systeem |
Volledige reeks |
1 |
| 19 |
Elektrocontrolesysteem |
Volledige reeks |
1 |
| 20 |
Het regelen van zonder commissie transformator (, stapte) voor smeltoven |
reeks |
1 |
| 21 |
Het regelen van zonder commissie transformator (, stapte) voor holdingsoven |
reeks |
1 |
| 22 |
Het apparaat van de gasbescherming |
reeks |
1 |
| 23 |
De thermometer van de oppervlaktetemperatuur |
reeks |
1 |
| 24 |
Speciale hulpmiddelen voor machineeenheid |
|
|
Ovenco. Wuxi de Oost- van China, Ltd
Het Industrieterrein van No.3bashi Furong, Xishan-District, Wuxi-Stad, Jiangsu-Provincie, China
Contactpersoon: Joey.Wong
Tel.: +86 510 83788308
Fax: +86 510 83786308
Menigte: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn
 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!